Keine Ergebnisse gefunden
Die angefragte Seite konnte nicht gefunden werden. Verfeinern Sie Ihre Suche oder verwenden Sie die Navigation oben, um den Beitrag zu finden.

VECTOR WELDING®
Schweißen beschreibt eine dauerhafte Verbindung von zwei oder mehreren Teilen. Der Schweißvorgang wird durch Wärme oder Druck durchgeführt.
Dabei können Schweißzusatzmaterialien zum Einsatz kommen. Beim Metall schweißen mit Wärme, dem sogenannten Schmelzschweißverfahren, ist das Lichtbogenschweißen die verbreitetste Form. Dabei ist das Lichtbogenhandscheißen, auch Elektroden schweißen genannt, das simpelste Schweißverfahren.
Besonders beliebt ist das Schweißen mit Schutzgas. Die bekanntesten Formen sind WIG schweißen, MAG schweißen und MIG schweißen. Beim WIG-schweissen wird eine Wolframelektrode eingesetzt. Diese schmilzt beim Schweißen nicht ab. MIG und MAG schweißen unterscheidet sich durch das Schutzgas, was verwendet wird.
Die angefragte Seite konnte nicht gefunden werden. Verfeinern Sie Ihre Suche oder verwenden Sie die Navigation oben, um den Beitrag zu finden.

Beim Schutzgasschweißen wird Gas aus einer Gasflasche bezogen. Da das Gas in der Gasflasche komprimiert ist, steht dieses unter einem hohen Druck. Um diesen Druck zu vermindern wird ein Druckminderer benötigt.
An dem Druckminderer befinden sich zwei Manometer (Inhaltsmanometer und Arbeitsmanometer). Das Inhaltsmanometer gibt an, wie hoch der Druck ist, der in der Gasflasche herrscht und zeigt den Füllstand an. Dreht man an der Einstellschraube spannt man somit die untere verbaute Feder und öffnet ein Ventil, welches das Gas in die Zwischenkammer strömen lässt und einen Druck auf der Membran erzeugt. Der Druck sorgt dann dafür, dass sich das Ventil wieder schließt und zeigt auf dem Arbeitsmanomenter an, wie hoch der Druck ist, der auf das Membran wirkt, womit sich dann die Durchflussmenge des Gases einstellen lässt. Für ein perfektes Schweißergebnis muss der Druckminderer für die richtige Durchflussmenge eingestellt werden.
Im folgenden Abschnitt stellen wir euch unsere beiden Druckminderer und deren möglichen Einstellungen vor:

Das Inhaltsmanometer gibt an, wie hoch der Druck ist, der in der Gasflasche herrscht und zeigt den Füllstand an. Dieser einstufige Flaschendruckminderer hat eine variable Ausgangsdruckregelung, welcher durch nur eine Einstellschraube bedient werden kann. Dreht man die Einstellschraube auf, wird der Druck der Gase aus der angeschlossenen Gasflasche auf den benötigten Arbeitsdruck reduziert und wird so konstant wie möglich gehalten, um ein Arbeiten ohne lästiges nachjustieren zu ermöglichen.
Der Regler ist mit einem Sicherheitsventil ausgestattet, durch das überschüssiges Gas abgeführt wird, wenn der Ausgangsdruck über den zulässigen Druck ansteigt.


Der Schweißhelm spielt in Sachen Arbeitsschutz beim Schweißen und Plasmaschneiden eine wichtige Rolle.
Er schützt Augen und Gesicht vor ultravioletten Strahlen, Verbrennungen und schützt vor einem Verblitzen der Augen.
In diesem Artikel erklären wir euch, wie selbst verdunkelnde Schweißmasken funktionieren und wie ihr diese richtig einstellt.
Die selbst verdunkelnde Schweißmaske verdunkelt automatisch, sobald das verbaute Flüssigkristallsieb Ultraviolette Strahlen erkennt und erhellt auch wieder automatisch, wenn keine Strahlen mehr erkannt werden, also die Arbeit beendet wurde.
Um den bestmöglichen Schutz nutzen zu können müssen vorab einige Parameter eingestellt werden, die sich anhand des Schweißprozesses orientieren.
Die Parameter, die sich bei allen bekannten Schweißmasken befinden sind:
Bei Shade stellt man den Verdunklungsgrad der Schweissmaske ein. Dieser richtet sich immer nach dem Schweißprozess und kann meist in der Schutzstufe 9-13 eingestellt werden.
Die folgenden Schutzstufen beziehen sich auf die Schweißprozesse und sollten auch unbedingt beim Einstellen befolgt werden, um die Augen bestmöglich zu schützen:
| Schweißverfahren | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| MIG Schwermetalle | Bis 125A | Bis 175A | Bis 250A | Bis 350A | Bis 450A | Bis 500A | |
| MIG Leichtmetalle | Bis 175A | Bis 225A | Bis 300A | Bis 400A | Bis 500A | ||
| MAG | Bis 70A | Bis 100A | Bis 150A | Bis 225A | Bis 400A | Bis 600A | Ab 600A |
| WIG | Bis 30A | Bis 70A | Bis 125A | Bis 200A | Bis 300A | Bis 350A | |
| Plasma Schneiden | Bis 125A | Bis 150A | Bis 175A | Bis 250A | Bis 400A | ||
| MMA | Bis 60A | Bis 100A | Bis 150A | Bis 200A | Bis 300A | Bis 450A | Bis 600A |
Bei Delay lässt sich die Geschwindigkeit einstellen, wie lange die Maske braucht, um vom dunklen Zustand wieder in den hellen Zustand zu wechseln. Je höher der Schweißstrom ist umso langsamer sollte die Verzögerung eingestellt sein, da das Schweißbad bei höheren Strömen länger glüht und auch dann noch blenden kann.
Bei Sensibilität stellt man die Empfindlichkeit ein, wann die Schweißmaske abdunkeln soll. Als Beispiel: Arbeitet man in einer hellen Umgebung stellt man die Empfindlichkeit runter und umgekehrt – bei schlechten Sichtverhältnissen oder wenig Beleuchtung stellt man die Empfindlichkeit höher ein.
Die Maske kann auch als Sichtschutz fürs Schleifen genutzt werden. Damit die Maske nicht abdunkelt und die Sicht dadurch beeinträchtigt kann man den Modus GRIND wählen. In diesem Modus dunkelt die Schweißmaske nicht ab.
Die Automatik Schweißhelme in unserem Shop sind bereits mit Batterien ausgestattet und sind sofort Einsatzbereit.

Die bekanntesten Schweißgeräte sind Lichtbogenschweißgeräte. Sie sind elektrisch und arbeiten mit Hitze. Beim Schweißen kann zudem Schutzgas eingesetzt werden.
Wir wollen euch in diesem Beitrag die unterschiedlichen Verfahren vorstellen und euch so einen kleinen Überblick geben.
Die bekanntesten elektrischen Schweißgeräte sind die Lichtbogenschweißgeräte. Sie nutzen eine Stromquelle zum Zünden des Lichtbogens. Es gibt eine Unterteilung nach Art der Stromquelle: Transformator Schweißgerät, Gleichrichter Schweißgerät, Wechsel- und Gleichstrom Schweißgerät und Inverter Schweißgerät.
Lichtbogenschweißgeräte unterscheiden wir in zwei Kategorien: den Elektroden Schweißgeräten und den Schutzgas Schweißgeräten. Beide eint, dass sie einen elektrischen Lichtbogen als Wärmequelle nutzen.
Das elektrische Lichtbogenschweißen hat viele Namen. Am geläufigsten ist Elektrodenschweißen oder E-Handschweißen, kurz für elektrisches Handschweißen. Oft werden auch die englischen Bezeichnungen MMA oder SMAW verwendet. Hierbei steht MMA für “Manual Metal Arc Welding” und SMAW für “Shielded Metal Arc Welding”. Man spricht von manuellem oder Handschweißen, da der Schweißvorhang mittels Stabelektrode händisch erfolgt. Es wird kein Schweißbrenner oder gar ein automatischer Drahtvorschub eingesetzt.
Elektroden Schweißgeräte verwenden eine Stabelektrode als Lichtbogenträger. Über den Elektrodenhalter fließt Strom in die Stabelektrode und bildet an ihrer Spitze einen Lichtbogen. Während des Schweißens schmilzt die Stabelektrode ab. Sie ist also Verbundstoff und Lichtbogenträger in einem. Es kommt kein Schutzgas zum Einsatz.

Schutzgas Schweißgeräte gehören, wie die Elektroden Schweißgeräte zur Gruppe der Lichtbogenschweißgeräte. Der größte Unterschied ist – wie der Name schon sagt – das Schutzgas. Anders als beim Elektroden Schweißgeräten kommen unterschiedliche Gase als Schutzgas zum Einsatz. Die Wahl des Gases ist dabei abhängig von Schweißverfahren und Material, das geschweißt werden soll.

Unter Metall Schutzgasschweißen versteht man das MIG und das MAG Schweißverfahren. Bei beiden Verfahren macht ein automatischer Drahtvorschub den Schweißvorgang besonders komfortabel. MIG und MAG Schweißen wird anhand des Schutzgases unterschieden. Zudem muss man beim Schweißen von unterschiedlichen Materialien darauf achten, das Schweißgerät und die Werkstücke richtig vorzubereiten.
Beim Metallinertgasschweißen (MIG) nutzen wir das reaktionslose Gas Argon. Argon wird in seiner reinen Form verwendet. Es gibt jedoch auch Argongase mit einer geringen Zugabe von Helium. Das Helium soll der Einbrand und die Schweißgeschwindigkeit verbessert werden.
Das MIG-schweißen setzt man bei Aluminium ein. Auch Kupferwerkstoffe können bearbeitet werden. Um Aluminium zu schweißen, müssen wir das MIG Schweißgerät und den Schweißbrenner richtig vorbereiten. Zum Beispiel muss die Seele im Schlauchpaket getauscht werden. Zur richtigen Vorbereitung beim MIG schweißen haben wir einen eigenen Blogbeitrag verfasst.
Entgegen dem MIG-schweißen kommen beim Metallaktivgasschweißen (MAG) reaktionsfreudige Gase zum Einsatz. Als Gas kommt Mischgas in Frage. Das Mischgas besteht aus Helium und Anteilen CO2 und O2. Durch die Mischung der Gase wird das Schweißergebnis aktiv beeinflusst. Vorranging werden MAG-Schweißgeräte bei einfachem oder niedrig-legiertem Stahl und Edelstahl verwendet.
Ebenso wie beim MIG schweißen kommt beim WIG-schweissen (Inert-) Schutzgas zum Einsatz. Auch hier wird oftmals Argon oder Helium verwendet. Anders als andere Schweißgeräte nutzen WIG-Schweißgeräte als Lichtbogenträger eine Wolframelektrode. Diese hat einen besonders hohen Schmelzpunkt und brennt daher beim Schweißvorgang nicht ab. Im Gegensatz zu beispielsweise einer Stabelektrode beim Elektrodenschweißen.
Beim WIG-schweissen wird mit oder ohne Schweißzusatz geschweißt. Als Zusatzmaterial nutzt man Schweißstäbe. Je nach Material reicht das abschmelzende Metall des Werkstücks als Verbundstoff aus. Daher entfällt ein Schweißzusatz.
Im Gegensatz zu anderen Schweißverfahren besticht das WIG-schweissen durch saubere, hochwertige Nähte. Obwohl es nicht einfach zu erlernen ist, lohnt es sich mit diesem Verfahren zu schweißen. Besonders, wenn robuste und optisch ansprechende Nähte gefragt sind, sollte man auf das WIG-schweissen zurückgreifen. Daher wird es oft und gerne in der Medizintechnik, dem Geländerbau, bei Rohrschweißungen und generell für Ziernähte eingesetzt.


Autogenschweißgeräte werden oftmals einfach Schweißbrenner genannt. Sie funktionieren ohne Strom. Der Schweißbrenner ist über Schläuche mit zwei Gasflaschen verbunden. Als Gase werden Ethin und Sauerstoff verwendet. Der Zufluss der Gase und damit auch deren Mischverhältnis werden über Ventile gesteuert. Das ausströmende Gas muss gezündet werden, hierfür wird meistens ein Bügelgaszünder als Zündgerät eingesetzt. Der Schweißstrom kann sowohl durch die Gaseinstellung als auch durch Düsen mit unterschiedlichen Durchmessern reguliert werden.
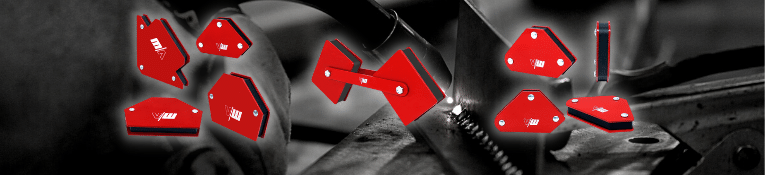
Schweißmagnete sind ein wichtiges Zubehör für Heimwerker und professionelle Schweißer. Sie unterstützen den Schweißvorgang und fördern die Arbeitssicherheit sowie bessere Qualitätsergebnisse.
Lesen Sie weiter, um mehr über dieses wichtige Werkzeug zu erfahren und zu lernen, wie Sie es richtig einsetzen.
Bevor wir uns den praktischen Aspekten zuwenden, wollen wir uns im Detail ansehen, was Schweißmagnete sind. Ein Schweißmagnet ist ein Werkzeug, das aus zwei Hauptteilen besteht:
Dem inneren Teil, d. h. dem Magneten. Dem äußeren Teil, d. h. den beiden Metallplatten.
Die Metallplatten sind aus zwei einfachen Gründen größer als der Innenteil:
Der erste besteht darin, den Magneten davor zu schützen, mit glühendem Metall in Berührung zu kommen. Das könnte ihn beschädigen und zu einem Verlust der Haftkraft führen. Der zweite ist, verschiedene Winkel zu erzeugen: 45°, 90°, 135° usw.
Schweißmagnete helfen dem Schweißer, indem sie die beiden zu schweißenden Teile im gewünschten Winkel halten. So ist es möglich, mit beiden Händen zu arbeiten. So erhält man bessere Schweißnähte und kann sicher arbeiten.
Schweißmagnete ziehen alle ferromagnetischen Metalle wie Eisen und Stahl an.
Austenitischer Edelstahl und Aluminium, die keine ferromagnetischen Metalle sind, werden hingegen nicht vom Schweißmagneten angezogen.
Die falsche Verwendung des Schweißmagneten kann unangenehme Folgen haben. Anstatt die Arbeit zu erleichtern und bessere Ergebnisse zu erzielen, könnten Sie also genau das Gegenteil erreichen. Auch wenn es also banal klingt, ist es wichtig, sich gut zu informieren und zu lernen, wie man diese Werkzeuge richtig einsetzt.
Die Reinigung des Bereichs, in dem der Magnet befestigt werden soll, ist ein wesentlicher Schritt. Jeglicher Schmutz wie Farbe, Rost, Fett usw. muss gründlich entfernt werden.
Wenn Sie den Schmutz nicht entfernen, kann die Magnetkraft des Schweißmagneten beeinträchtigt werden und die Struktur der Werkstücke kann zusammenbrechen.
Nachdem Sie den Bereich gereinigt haben, können Sie fortfahren und den Magneten im gewünschten Winkel anbringen. Nun setzen Sie einige wenige Schweißpunkte.
Schweißen Sie die Schweißnaht niemals vollständig, solange der Magnet angebracht ist.
Dies würde den Lichtbogen verändern und zu Schweißfehlern führen.
In der Praxis führt das vom Schweißmagneten erzeugte Magnetfeld dazu, dass der Lichtbogen nach vorne oder hinten abgelenkt wird. Das macht es schwierig, den kürzesten Weg zwischen Elektrode und Werkstück zu verfolgen. Dieses Phänomen wird als "Lichtbogenschlag" bezeichnet.
Wenn Sie die Schweißpunkte gesetzt haben, die Sie zur Befestigung der Struktur benötigen, wird der Magnet entfernt und die Schweißnaht gezogen.
WICHTIG: Wenn die Schweißmagnete nicht benutzt werden, wird dringend empfohlen, sie nicht auf dem Arbeitstisch liegen zu lassen. Wenn Ihr Arbeitstisch nämlich, wie in den meisten Fällen, aus einem ferromagnetischen Material besteht, besteht die Gefahr, dass er sich magnetisiert und so den Lichtbogenschlag beim Schweißen begünstigt.
Es ist daher absolut ein "No-Go", Magnete über längere Zeiträume auf Ihrem Arbeitstisch liegen zu lassen.
Es gibt verschiedene Arten von Magneten auf dem Markt und sie unterscheiden sich in ihrer Größe, den möglichen Winkeln und der Haftkraft.
Hier sind einige der derzeit auf dem Markt erhältlichen Magnettypen :
Magnetwinkel
Einfacher Schweißwinkel
Doppelter Schweißwinkel
Magnetischer Keil
Magnetischer Schweißwinkel mit Ein-/Ausschalter
Und viele andere mehr ...
Bei vector-schweissgeraete.de finden Sie einen umfangreichen Katalog der gängigsten Arten von Schweißmagneten :

Magnetwinkel

Einfacher Schweißwinkel

Doppelter Schweißwinkel

Magnetischer Keil
Es gibt zwei wesentliche Faktoren, die Sie bei der Auswahl eines Magneten berücksichtigen sollten:
Der erste Faktor, den Sie berücksichtigen müssen, ist die Größe des Magneten und seine Haftkraft.
BEISPIEL: Wenn Sie zwei kleine Teile zusammenschweißen müssen, die gleich leicht sind, sollten Sie einen kleineren Magneten mit einer geringeren Haftkraft wählen.
Wenn Sie einen zu großen Magneten mit einer hohen Haftkraft verwenden, könnten Sie die vorgegebenen Punkte an der Struktur beschädigen und die gesamte Arbeit gefährden.
Der zweite Faktor, den Sie bei der Auswahl eines Magneten berücksichtigen sollten, besteht in den Winkeln, die realisiert werden können.
BEISPIEL: Wenn Ihr Projekt die Ausführung von 90°-Schweißnähten beinhaltet, bei denen das Werkstück an der äußeren Ecke gehalten wird, sollten Sie darauf achten, dass der Schweißmagnet diesen speziellen Winkel ausführen kann, und einen magnetischen Keil statt eines magnetischen Winkels wählen.
Wenn Sie anfangen, Schweißmagnete aktiv zu nutzen, werden Sie feststellen, dass sich bei jedem Gebrauch Schmutz um Ihren Magneten herum ansammelt; das sind nichts anderes als Eisenpartikel. Mit einer kleinen Reinigung sind Ihre Magnete wieder einsatzbereit.
Es gibt mehrere Möglichkeiten, Magnete zu reinigen, die beliebteste ist Druckluft. Wenn Sie keine Druckluft zur Verfügung haben, gibt es eine andere Methode, die einfach anzuwenden und super wirksam ist.
Das brauchen Sie: einen Magneten, eine Plastiktüte und einen kleinen Behälter. Das folgende Video zeigt die genaue Vorgehensweise bei dieser Methode.
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore

Aluschweißen mit MIG-Schweißgeräten ist möglich. Tatsächlich ist das MIG-Schweißverfahren nach dem WIG-Schweißen das gängigste Verfahren zum Schweißen von Aluminium.
Wir haben euch breits im Beitrag "Aluminium schweißbar" über das Schweißen von Aluminium informiert. In diesem Beitrag wollen wir erklären, wie Aluschweißen mit MIG funktioniert. Dabei stellen wir vor auf was ihr beim Schweißen von Aluminum achten solltet, um ein gutes Schweißergebnis zu erzielen.
Diese Infos sind für alle interessant, die bereits ein MIG/MAG Schweißgerät besitzen und bisher noch kein Alu geschweißt haben. Auch für diejenigen, die überlegen sich ein MIG/MAG Schweißgerät zuzulegen ist er spannend. Ihr lernt, was die Geräte alles können. Eben dem Vorteil des automatischen Drahtvorschubs bestechen die Geräte durch ihre Vielseitigkeit. Durch kleine Umstellungen lassen sich Fülldraht, Stahl, Edelstahl und Aluminium schweißen - und das alles mit synergischem Drahtvorschub.
Das Aluschweißen mit einem MIG-Schweißgerät kann nur durchgeführt werden, wenn bestimmte Bedingungen erfüllt sind.
Bevor ihr mit dem Schweißen von Aluminium beginnt müsst ihr es daher richtig vorbereiten.
Zum Aluschweißen verwendet ihr einen Draht aus Aluminium. Wie auch beim MAG Schweißen wird Schweißdraht auf einer Drahtspule genutzt. Die Drahtrolle wird in das Schweißgerät eingelegt und der Draht durch den Brenner geführt. Draht aus Aluminium ist dabei viel flexibler und weicher als Stahldraht. Es besteht daher die Gefahr, dass sich der Draht verformt, verbiegt oder bricht, ihr nicht die richtigen Teile verwendet.
Um das MIG-Schweißgerät richtig für das Schweißen von Aluminium vorzubereiten, müsst ihr es mit den folgenden Teilen ausstatten:
Im folgenden Video seht ihr, wie eine Teflon-Drahtführung an der MIG 255 angebracht wird:
Nachdem der Schweißbrenner vorbereitet und an das Schweißgerät angeschlossen ist, wird die Drahtrolle eingesetzt. Bei der Einlage des Drahts achtet darauf, dass die passende Drahtvorschubrolle in der richtigen Größe eingesetzt ist. Sinnvoll ist es, den Anpressdruck der Antriebsrollen und der Spulenbremse nicht zu stark, sondern etwas locker einzustellen.
Um zu verhindern, dass sich der Draht verklemmt, empfiehlt es sich, einen 3-m-Brenner zu verwenden.
Nice to have für Personen die oft und viel Aluschweißen: Verwendung eines MIG-Schweißgeräts mit Pulsfunktion und mit 4-Rollen-Antrieb.
Aluschweißen funktioniert nur mit dem richtigen Schweißzusatz. Zum Schweißen von Aluminium verwendet ihr Aluminiumdraht. Am besten hält die Schweißung, wenn der Schweißdraht genau auf das Werkstück abgestimmt ist. Deshalb ist es wichtig, immer auf die Zusammensetzung des Materials und die Legierung zu achten. Mit dem richtigen Schweißzusatz wird eine Verbindung mit optimaler mechanischer Festigkeit, Korrosionsbeständigkeit und Rissbeständigkeit hergestellt.
Die am häufigsten verwendeten Alu-Schweißdrähte sind AIMg5- und AISi5-Legierungen und diese eignen sich hauptsächlich für AIMgSi-Legierungen. Die Legierungen AIMg5 und AISi5 unterscheiden sich anhand bestimmter Merkmale voneinander:
Beim Durchmesser des geeigneten Drahts, gilt das Sprichwort "je dicker, desto besser" - natürlich nur bis zu dem Punkt, an dem Aludraht noch schweißbar ist. Hier kommt es auch auf die Leistung des Schweißgerätes an. Ein dickerer Draht verringert das Risiko von zerreißen oder verziehen. Die Durchmesser ab 1,0mm bis 1,6mm sind am weitesten verbreitet, da sie die besten Gleiteigenschaften bieten.
Schutzgas soll die Oxidation verhindern und fördert den Temperaturanstieg im Lichtbogen. Außerdem verbessert es das Schmelzen des Materials. Beim Aluschweißen mit MIG-Schweißgeräten werden inerte Gase verwendet. Das am häufigsten verwendete Gas ist reines Argon, aber auch Argon/Helium-Gemische sind verbreitet.
Der Gasdurchsatz beträgt in der Regel 20 Liter pro Minute oder mehr. Das liegt vor allem an der relativ schnellen Schweißgeschwindigkeit, die ihr beim Schweißen von Aluminium habt.
Alle Schweißgeräte, mit denen Sie Alu schweissen können finden Sie hier.
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore

In diesem Blogbeitrag stellen wir uns die Frage, ob Aluminium schweißbar ist. Aluminium ist ein Metall mit interessanten Eigenschaften. Das Leichtmetall mit geringer Dichte besticht durch sein geringes Gewicht und seine Langlebigkeit. Zudem ist es geschmacksneutral, was es besonders für die Lebensmittelindustrie attraktiv macht. Reines Aluminium hat eine eher geringe Festigkeit, bei Aluminiumlegierung ist diese deutlich höher.
Aus unserem Alltag ist Aluminium kaum wegzudenken, es begegnet uns fast überall. Die Leitfähigkeit des Metalls ist hoch, gerne wird es für leichte Kabel und Wärmeaustauscher verwendet. Außerdem wird es in Fahrzeugen und Maschinen verbaut, sowie im Baugewerbe und in Verpackungen verarbeitet, um nur einige Einsatzbereiche zu nennen.
Alu reagiert an frisch angeschnittenen Stellen mit Luft und Wasser. Dadurch entsteht Aluminiumoxid, was eine luft- und wasserundurchlässige Schicht bildet. Das Aluminium wird dadurch vor Korrosion geschützt.
Das alles macht Aluminium so beliebt. Aber ist Aluminium schweißbar? Dieser Frage sind wir auf den Grund gegangen. Wir haben für euch die Möglichkeiten für Alu schweißen zusammengetragen und erklären, worauf Ihr achten solltet.
Diese Frage können wir schon zu Beginn des Artikels klar beantworten: ja, Aluminium ist schweißbar. Das Metall lässt sich sogar gut schweißen, wenn man weiß, wie es geht. Da Aluminium ein weiches Material ist, ist der Schweißvorgang anspruchsvoller als bei anderen Metallen. Es braucht also etwas Übung. Lasst euch nicht entmutigen, wenn der erste Anlauf nicht perfekt ist.

Arbeiten mit Aluminium solltet Ihr grundsätzlich nur unter Einhaltung von Schutzmaßnahmen durchführen. Aluminiumstaub und Gase, die beim Schweißen mit Aluminium entstehen sind giftig. Das Tragen von Schutzkleidung ist daher unerlässig.
Neben der üblichen Schweißerschutzkleidung, wie Handschuhen und vor allem Schweißhelm, steht beim Aluminium schweißen der Schutz der Atemwege im Vordergrund. Hierfür empfehlen wir einen Gebläseatemschutz. Dieser Mund- und Nasenschutz verfügt über einen Partikel- oder Gasfilter. Es gibt ihn als Halbmaske oder als Schweißmaske mit integriertem Gebläseatemschutz. Grundsätzlich gilt, umso kleiner der Raum und umso weniger Belüftung, desto wichtiger wird ein hochwertiger Atemschutz.
Das Werkstück aus Aluminium sollte vor dem Schweißen als erstes gesaubert werden. Das kann chemisch oder mit Hitze geschehen. Bei öligen Ablagerungen empfehlen wir Aceton. Bei Farbablagerungen erwärmt das Aluminium am besten mit einem Föhn und tragt die Farbe an. Als nächstes muss die Oxidschicht angeraut werden. Sie hat einen deutlich höheren Schmelzpunkt hat als das darunterliegende Aluminium und muss daher zwingend angeschliffen werden. Dies sollte stehts direkt vor dem Schweißvorgang passieren, da bei längerer Liegezeit das angeschliffene Aluminium wieder oxidiert. Am besten geeigent zum Anschleifen sind Edelstahlbürsten.
Reinigt das Werkstück direkt vor dem Schweißvorgang noch einmal mit Aceton. Wir raten davon ab Verdünnung zu verweden, diese kann beim Schweißvorgang anfangen zu brennen.
Entscheidend für Schweißen von Aluminum mit sauberen, hochwertigen Schweißnähten, ist das richtige Zusatzmaterial. Beim WIG-Schweißen wird eine spitze Wolframelektrode verwendet. Hier können Universal-Wolframelektroden genutzt werden. Noch besser geeigent sind spezielle Wolframelektroden für Alu-schweissen (grüne Wolframelektroden). Als Schweißzusatz werden Schweißstäbe aus Aluminium genutzt.
Beim MIG Schweißen wählt ihr Alu-Schweißdraht in passender Stärke. Die Drahtführungsrolle sollte für Aluminiumdraht geeignet sein. Aluminium ist weicher als Stahl oder Edelstahl. Drahtführungsrollen, die nicht für Alu geeigent sind, transportieren den Draht nicht ordnungsgemäß.
Aluminium lässt sich mit unterschiedlichen Schweißverfahren schweißen. In Frage kommen WIG- und MIG Schweißen. WIG Schweißgeräte müssen dabei Wechselstrom ausgeben können (AC/DC WIG Schweißgeräte). Das WIG Schweißverfahren eignet sich vor allem bei dünneren Blechen. Es empfiehlt sich für professionelle Alu Schweißarbeiten ein Schweißgerät mit Puls Funktion zu wählen. Besonders bei dünnen Blechen verhindet diese Funktion einen Durchbrand. Vorteil von WIG-Schweißen ist die geringe Spritzerentwicklung, die Nähte werden optisch ansprechend. Außerdem ist die Gesundheitsbelastung geringer als beim MIG schweißen.
Für dicke Werkstücke werden oftmals MIG Schweißgeräte eingesetzt. Das Schweißen mit automatischem Drahtvorschub erleichtet den Schweißvorgang.

Edelstahl ist vielseitig einsetzbar und daher ein beliebtes Material. Es gibt kaum einen Bereich, in dem das Metall nicht eingesetzt wird. Unter anderem verwenden wir es im Bauwesen, der Industrie (Automobil-, Chemie-, Pharma oder auch Nahrungsmittelindustrie) und auch im Kunsthandwerk.
Edelstahl besticht mit seiner ansprechenden Optik und seiner Korrosionsbeständigkeit. Wenn Sie vorhaben, dieses Metall für ein zukünftiges Projekt zu verwenden, bekommen Sie von uns in diesem Artikel ein paar Tipps. Denn Edelstahl zu schweißen ist einfacher, als Sie vielleicht denken. Wir stellen Ihnen grundlegendende Informationen über Edelstahl bereit. Außerdem erklären wir, wie Sie Edelstahl schweißen können und auf was Sie bei der Vorbereitung des Metalls achten sollten.
Unabhängig vom gewählten Schweißverfahren ist die Wahl des richtigen Schweißzusatzwerkstoffs für das Schweißen von Edelstahl ein wesentlicher Punkt.
Wenn Sie beispielsweise mit einem WIG-Schweißgerät schweißen, müssen Sie darauf achten, dass Sie WIG-Stäbe verwenden, die speziell für das Schweißen von Edelstahl bestimmt sind.
In unserem Shop finden Sie WIG-Stäbe aus Edelstahl 308L und 316L in den Durchmessern 1,6 mm und 2,4 mm.


Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore

In diesem Artikel erklären wir die wichtigsten Einstellungen für MIG MAG Schweißgeräte. Viele Anfänger starten mit einem Elektroden Schweißgerät. Über kurz oder lang probieren die meisten das Schweißen mit einem MIG MAG Schweißgerät.
Im Gegensatz zu Elektroden Schweißgeräten müssen bei MIG MAG Schweißgeräten jedoch mehr Parameter eingestellt werden, was für einen Anfänger kompliziert sein kann.
Im Folgenden werden wir uns die wichtigsten MIG MAG Schweißparameter und ihre Funktionen ansehen.

Wenn Sie mit dem MIG MAG schweißen beginnen möchten, empfehlen wir Ihnen die MIG185 - MIG/MAG, Fülldraht und Elektroden schweißen zu kleinem Preis. Das Schweißgerät finden Sie in unserem Shop auch als praktisches Set!
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore
In diesem Beitrag wollen wir die unterschiedlichen Schweißpositionen vorstellen und erklären. Die Themen Schweißstoß und Schweißnähte haben wir bereits im Blog behandelt.
Zu Beginn wollen wir klären, was "Schweißposition" eigentlich bedeutet. Von der Schweißposition spricht man, wenn man von der Stellung der Schweißnaht während des Schweißvorgangs redet. Die Position ist, neben dem Schweißstoß, ausschlaggebend für die Art der Schweißnaht. Anhängig von der Schweißposition muss der Schweißbrenner oder die Elektrode passend geführt werden.
Man kann sowohl Stumpfnähte als auch Kehlnähte in verschiedenen Schweißpositionen schweißen. Es ist möglich diese auf ebener Fläche oder im Bogen (z.B. ein Rohr) zu schweißen. Die angenehmste Schweißposition ist die Wannenposition. In dieser lässt sich eine Schweißung am einfachsten durchführen. Daher sollten Sie immer versuchen ihr Werkstück in Wannenlage zu bringen. Wenn Sie ein Rohr schweißen, ist eine leicht steigende Position ideal. Nicht immer kann man sich die Schweißposition aussuchen. Oftmals wird diese durch äußere Umstände vorgegeben, dann spricht man von einer Zwangslage.









Eine Schweißverbindung entsteht durch das Verschweißen von zwei oder mehr Teilen. Hierbei wird Hitze und/oder Druck genutzt. Zudem wird mit oder ohne Schweißzusatz gearbeitet. Der Bereich, an dem die Teile verschweißt werden, heißt Schweißstoß. Die Lage der Teile hat Einfluss auf den Stoßart. Diesr wiederum ist ausschlaggebend für den Schweißnahttyp, mit dem geschweißt wird.
Um in das komplexe Thema der Schweißverbindungen einzusteigen, wollen wir als erstes die verschiedenen Schweißstöße erklären. Wer sich damit bereits auskennt, kann gerne zum Blogbeitrag „Schweißnähte“ wechseln.
Beim Stumpfstoß liegen die Teile, die verschweißt werden sollen planeben. Das heißt, dass sie auf einer Ebene, direkt nebeneinander liegen.
Nahttyp: Wir können jede Stumpfnaht verwenden.

Überlappstoß nennen wir es, wenn die Teile sich überlappen. Hierbei können zwei Teile überlappen oder zwei Teile auf einer Ebene liegen und von einem dritten überlappt werden.
Nahttyp: Kehlnaht


Liegen die Teile parallel, flächig und bündig übereinander, sprechen wir von einem Parallelstoß.
Nahttyp: Kehlnaht oder Stumpfnaht


Beim Kreuzstoß (auch Doppel-T-Stoß), treffen zwei Teile jeweils im rechten Winkel auf ein drittes, senkrechtes Werkstück.
Nahttypen: Kreuztöße können durch Kehlnähte und auch durch Mischnähte wie HV (auch dopplete HV) oder HU Nähte entstehen.

Der Eckstoß wird der Schweißstoß genannt, bei dem die Schweißverbindung jeweils an den Kanten von zwei Teilen vorgenommen wird. Hierbei sind alle Winkel möglich.
Nahttypen: Kehlnähte und auch Mischnähte (vor allem als Gegennaht).


Werden Teile in einem anderen Winkel als einem 90° Winkel verbunden, sprechen wir von einem Schrägstoß.
Nahttypen: Kehlnähte und auch Mischnähte (vor allem als Gegennaht).

Ein Mehrfachstoß liegt vor, wenn mehr als drei Teile jeweils mit ihren Kanten aneinander liegen und verbunden werden.
Nahttypen: Kehlnähte und auch Mischnähte (vor allem als Gegennaht).


Wenn zwei gebogene Teile mit der jeweils gebogenen Seite (abgerundete Ecke) verschweißt wird, nennen wir diesen Schweißstoß Bördelstoß.
Nahttypen: Stumpfnähte


In diesem Beitrag behandeln wir das Thema Schutzgasschweissgeräte. Zuerst erklären wir, was Schutzgasschweissgeräte ausmacht und was sie von anderen Schweißgeräten unterscheidet. Danach zeigen wir welche Schweißgeräte in die Gruppe der Schutzgasschweißgeräte fallen und erklären die verschiedenen Schweißverfahren. Beenden wollen wir unseren Beitrag durch Vor- und Nachteile vom Schutzgasschweißen.
Schutzgasschweissgeräte gehören zu den Lichtbogenschweißgeräten.
Diese zeichnet aus, dass ihnen ein elektrischer Lichtbogen als Wärmequelle zum Schmelzen des Metalls dient.
Sowohl MIG/MAG Schweißgeräte, WIG Schweißgeräte und Elektroden Schweißgeräte schweißen mit elektrischem Lichtbogen.
Anders als beim Elektrodenschweißen wird bei Schutzgasschweißgeräten ein Schutzgas verwendet. Schutzgase schützen das Schmelzbad vor Oxidation und kühlen gleichzeitig.

Zum Metallschutzgasschweißen gehören zwei Verfahren:
MIG/MAG Schweißgeräte nutzen einen automatischen Drahtvorschub.
Die Drahtrolle wird in das Schweißgerät eingelegt und mit Hilfe eines Motors automatisch beim Schweißvorgang durch den Brenner ausgegeben. Dadurch enfällt das Halten und Zugeben eines weiteren Schweißzusatzes.
Die Verfahren unterscheiden sich durch die unterschiedlichen Gase, die verwendet werden.
Beim Metallinertgasschweißen nutzen wir das reaktionslose Gas Argon. Argon wird in seiner reinen Form verwendet. Es gibt jedoch auch Argongase mit einer geringen Zugabe von Helium. Das Helium soll der Einbrand und die Schweißgeschwindigkeit verbessert werden.
Das MIG-schweißen setzt man bei Aluminium ein. Auch Kupferwerstoffe können bearbeitet werden.
Entgegen dem MIG-schweißen kommen beim Metallaktivgasschweißen (MAG) reaktionsfreudige Gase zum Einsatz. Als Gas kommt Mischgas in Frage. Das Mischgas besteht aus Helium und Anteilen CO2 und O2. Durch die Mischung der Gase wird das Schweißergebnis aktiv beeinflusst. Vorranging wird das MAG-schweißen bei einfachem oder niedrig-legiertem Stahl und Edelstahl verwendet.
Ebenso wie beim MIG schweißen kommt beim WIG-schweissen (Inert-) Schutzgas zum Einsatz. Auch hier wird oftmals Argon oder Helium verwendet. Anders als andere Schweißgeräte nutzen WIG-Schweißgeräte als Lichtbogenträger eine Wolframelektrode. Diese hat einen besonders hohen Schmelzpunkt und brennt daher beim Schweißvorgang nicht ab. Im Gegensatz zu beispielsweise einer Stabelektrode beim Elektrodenschweißen.
Beim WIG-schweissen wird mit oder ohne Schweißzusatz geschweißt. Als Zusatzmaterial nutzt man Schweißstäbe. Je nach Material reicht das abschmelzende Metall des Werkstücks als Verbundstoff aus. Daher entfällt ein Schweißzusatz.

Im Gegensatz zu anderen Schweißverfahren besticht das WIG-schweissen durch saubere, hochwertige Nähte. Obwohl es nicht einfach zu erlernen ist, lohnt es sich mit diesem Verfahren zu schweißen. Besonders, wenn robuste und optisch ansprechende Nähte gefragt sind, sollte man auf das WIG-schweissen zurückgreifen. Daher wird es oft und gerne in der Medizintechnik, dem Geländerbau, bei Rohrschweißungen und generell für Ziernähte eingesetzt.
Mehr zu den WIG-Einstellungen, dem Alu schweißen und Wolframelektroden finden Sie in unserem Blog.
Schutzgasschweissgeräte sind für alle schweißbaren Metalle geeignet. Vor allem dünne Bleche kann man damit gut bearbeiten. Durch die Zugabe von Schutzgas wird Schlackebildung vermieden. Lästiges nacharbeiten entfällt.
Nachteil sind die hohen Anschaffungskosten im Vergleich zu anderen Schweißgeräten. Bei Einsatz von Schutzgas wird das Schweißergebnis durch Wind beeinflusst. Wenn das Gas nicht konstant das Schmelzbad umgibt kann es zu Fehlern in der Naht kommen. Es ist ratsam an einer windstillen Stelle zu arbeiten.
Weitere Vor - und Nachteile von Schweißverfahren, sowie alles Rund um die Themen Schweißen und Schneiden finden Sie in unserem Blog!

 Ausverkauft
Ausverkauft Ausverkauft
Ausverkauft

 Ausverkauft
Ausverkauft



 Ausverkauft
Ausverkauft Ausverkauft
Ausverkauft
Die Schweißung beschreibt den Verbund mittels einer oder mehrerer Schweißnähte. Der Bereich, an dem die Teile verschweißt werden, wird Schweißstoß genannt. Dieser ist ausschlaggebend für den Schweißnahttyp, mit dem geschweißt wird. Mehr dazu in unserem Blogbeitrag zum Thema Schweißstoß.
In diesem Beitrag wollen wir die bekanntesten Schweißnähte vorstellen. Zudem geben wir Beispiele, wann diese benutzt werden.
Grundsätzlich unterscheidet man zwischen Stumpfnähten und Kehlnähten. Zudem gibt es Mischformen der beiden Nahttypen. Zum Beispiel können T-Stöße nicht nur durch Kehlnähte sondern auch durch HV (auch dopplete HV) oder HU Schweißnähte entstehen.
Stumpfnähte sind durchgeschweißte Nähte. Daher kommen I-Naht, V-Naht und U-Naht (beide in Wannenlage oder Quernaht) sowie DV-Naht oder DU-Naht in Frage. Der Nahttyp ist abhängig von Schweißverfahren und Blechdicke. Grundsätzlich werden Stumpfnähte immer dann verwendet, wenn Bleche planeben angeordnet sind und verschweißt werden sollen.
Am besten ist die Stumpfnaht frei von Rissen, Binde- und Wurzelfehlern. Werden Stumpfnähte nicht durchgeschweißt, sind sie deutlich weniger tragfähig.
Kehlnähte hingegen werden nicht durchgeschweißt. Die Qualität der Schweißverbindung einer Kehlnaht lässt sich an der Nahtdicke und Einbrandtriefe erkennen. Kehlnähte kommen bei T-Stößen zum Einsatz. Hierbei kann man zwischen DHV (K)-Naht, DHY-Naht, sowie Kehlnaht und doppelter Kehlnaht wählen.
Kehlnähte unterscheidet man wiederum in: Halsnähte, Flankennähte, Stirnnähte, Ecknähte und Stegnähte. Hierfür werden wir zeitnah einen eigenen Beitrag verfassen.
Schweißnähte sollten frei von Einbrandkerben und Endkraterlunkern sein.
Ihnen sind in diesem Text schon einige Abkürzungen begegnet. Hier eine kurze Erklärung.
D= Das D steht für "doppelt". Es handelt sich also um eine doppelte Naht. beim Schweißen bedeutet das, dass jeweils eine Naht von beiden Seiten geschweißt wird. Hierbei kann durchgeschweißt, also regelrecht Schweißnaht in Schweißnaht gearbeitet werden. Alternativ wird nicht durchgeschweißt. Beispielsweise bei der DY-Naht.
H= Das H steht für "halb" oder "halbiert". Eine halbe Naht wird nur an einer Seite, also halb, angeschleift. Die andere Seite bleibt gerade. Eine Halbnaht kann durchgeschweißt werden, z.B. eine HV-Naht. Alternatov wird sie nicht durchgeschweißt, z.B. eine Y-Naht.
DH= Kombiniert man die beiden bereits erklären Abkürzungen erhält man eine "doppel-halb"-Naht. Diese wird nicht durchgeschweißt. Beispielsweise bei der DY-Naht.

















Wolframelektroden gibt es in verschiedenen Ausführungen. Die unterschiedlichen Zusammensetzungen werden jeweils durch eine Farbe gekennzeichnet. Je nach Material des Werkstücks beim WIG-Schweißen, wird die passende Wolframelektrode verwendet.
Aufgrund der Vielzahl an Wolframelektroden Farben kann es schwierig sein zu verstehen, wo die Unterschiede sind und welche Wolframnadel sie wählen sollen.
In unserem Online-Shop finden Sie Wolframelektroden in den Farben Grau, Gold und Grün.
In diesem kurzen Leitfaden werden wir Ihnen erklären, wie Sie die richtige Wolframelektroden Farbe für Ihr Schweißprojekt auswählen können.
Der Elektrodentyp ist an seiner farbigen Spitze erkennbar.
Die Zusammensetzung der Wolframelektrode bestimmt, welche Art von Strom mit der Elektrode kompatibel ist und welches Material geschweißt werden kann.

Die grauen Wolframelektroden sind die vielseitigsten unter den Wolframelektroden. Durch den Zusatz von Ceroxid bieten sie besonders hohe Zünd- und Wiederzündfähigkeit.
Stromart: Gleich- und Wechselstrom.
Materialtyp: Stahl (unlegiert und hochlegiert), Aluminiumlegierungen, Kupfer, Nickel, Titan und Magnesium.
Empfehlung: Hervorragende Universalelektrode.
Dank des Lanthanoxids hat die goldene Wolframelektrode sehr gute Zündeigenschaften.
Stromart: Gleich- und Wechselstrom.
Materialart: Stahl (unlegiert und hochlegiert), Aluminium, Kupfer, Nickel, Titan- und Magnesiumlegierungen (auch Mikroplasmaschweißen).
Empfehlung: Besonders gute Ergebnisse bei niedrigen Stromstärken.


Bei Wolframelektroden der Farbe "grün" handelt es sich um Elektroden aus reinem Wolfram.
Stromart: Wechselstrom
Materialtyp: Aluminium, Aluminiumlegierungen.
Empfehlung: Aufgrund des hohen Schmelzpunkts ideal für das Schweißen von Aluminium. Außerdem ist die grüne Wolframelektrode widerstandsfähig und korrosionsbeständig.
Abgesehen von Typ/Farbe sind Wolframelektroden in verschiedenen Durchmessern erhältlich. In unserem Online-Shop finden Sie die am häufigsten verwendeten Durchmesser :
Die Kriterien für die Auswahl des Durchmessers der Wolframelektrode hängen vom Schweißstrom und der Dicke des zu schweißenden Materials ab.
Hier sind einige ungefähre Beispiele für die Verwendung verschiedener Durchmesser bei grauen, goldenen und grünen Wolframelektroden:
Stahl/Edelstahl
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 4-5 | 30-120 A | 1,5-3mm |
| 2,4mm | Gr. 6-7 | 90-200 A | 3-6mm |
| 3,2mm | Gr. 8 | 180-250 A | 5-8mm |
| 4,0mm | Gr. 9 | 250-300 A | 8-10mm |
Aluminium
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
| 3,2mm | Gr. 7 | 100-250 A | 4-5mm |
| 4,0mm | Gr. 8 | 250-300 A | 6mm |
Kupfer
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 80-150 A | 1,5-2mm |
| 2,4mm | Gr. 6-7 | 150-240 A | 3-4mm |
| 3,2mm | Gr. 7 | 180-280 A | 4-5mm |
Nickel
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 60-100 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-140 A | 3mm |
Titan
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
Magnesium
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
Stahl/Edelstahl
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 4-6 | 40-150 A | 1,5-3mm |
| 2,4mm | Gr. 6-7 | 90-200 A | 3-6mm |
| 3,2mm | Gr. 8 | 180-250 A | 5-8mm |
| 4,0mm | Gr. 10 | 250-300 A | 8-10mm |
Aluminium
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
| 3,2mm | Gr. 7 | 100-250 A | 4-5mm |
| 4,0mm | Gr. 8 | 250-300 A | 6mm |
Kupfer
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 80-150 A | 1,5-2mm |
| 2,4mm | Gr. 6-7 | 150-220 A | 3-4mm |
| 3,2mm | Gr. 7 | 200-280 A | 4-5mm |
Nickel
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-100 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-140 A | 3mm |
Titan
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
Magnesium
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
Aluminium
| Durchmesser | Gasdüse | Ampere | Materialstärke |
| 1,6mm | Gr. 5 | 40-120 A | 1,5-2mm |
| 2,4mm | Gr. 6 | 90-150 A | 3mm |
| 3,2mm | Gr. 7 | 140-180 A | 4-5mm |
| 4,0mm | Gr. 8 | 160-250 A | 6mm |
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore











Mehr Informationen zum WIG-Schweissen finden Sie in unseren Blogs zu den Themen Alu schweißen mit WIG Schweißgeräten und WIG Schweißparametern.

Das WIG-Schweissen gehört zu den Schweißverfahren für Fortgeschrittene. Das Schweißen mit WIG Schweißgeräten erfordert ein hohes Maß an technischem Können des Bedieners und ein fortgeschrittenes Wissen über die Schweißparameter.
Dennoch ist das WIG-Schweissen ein hervorragendes Schweißverfahren. Es lassen sich ästhetisch ansprechende, qualitativ hochwertige und stabile Schweißnähte herstellen. Dadurch ist es bei Hobby-Schweißern und Profis beliebt. Es kann sowohl in der Industrie als auch für Reparatur und Instandhaltung in verschiedenen Bereichen eingesetzt werden. Auch Werkstätten für Kfz, Geländerbau und auch Kunsthandwerk greifen oftmals auf dieses Schweißverfahren zurück.
Stahl, rostfreien Stahl, Eisen, Kupfer, Zink, Nickel, Aluminium und Aluminiumlegierungen lassen sich schweißen. Gute Ergebnisse können auch bei sehr dünnen Blechen erzielt werden. Das ist ein großer Vorteil im Vergleich zu anderen Schweißverfahren.
Damit Sie sich mit dem WIG-Schweissen vertraut machen können, haben wir eine Einführung in die Parameter für das WIG-Schweißen vorbereitet, die in den WIG-Schweißgeräten von VECTOR WELDING® und generell in den meisten WIG-Schweißgeräten zu finden sind.
Beschreibt die Anzahl der Sekunden, in denen das Gas vor dem Zünden freigesetzt wird. Dadurch wird eine Oxidation der Oberfläche verhindert und das Metall wird gekühlt.
Beschreibt die anfängliche Stromstärke (Ampere). Ziel ist es, eine sanftere Zündung zu erreichen, um einen Krater am Anfang zu vermeiden.
Beschreibt die Anzahl der Sekunden, die vergehen, bevor der Hauptstrom erreicht wird. Auch hier ist das Ziel ein sanfteres Zünden, um einen Krater am Anfang zu vermeiden.
Beschreibt den Hauptstrom des WIG-Schweißgeräts, ausgedrückt in Ampere.
(Nur beim Puls schweißen)
Er beschreibt eine zweiten Schweißstrom (eine geringere Intensität im Vergleich zum Hauptstrom), ausgedrückt in Ampere.
Die Nutzung von zwei Stromstärken soll verhindern, dass das Werkstück verformt oder perforiert wird. Es erlaubt eine Temperaturkontrolle des Werkstücks. So wird sichergestellt, dass es nicht überhitzt.
Beschreibt die Anzahl der Sekunden, die bis zum Übergang zum Schlusstrom vergehen. Ziel ist es, den Endkrater zu vermeiden.
Wird in Ampere ausgedrückt und auf niedrige Intensität eingestellt; soll ebenfalls den Endschnurkrater verhindern.
Sie beschreibt die Anzahl der Sekunden, in denen das Gas am Ende des Schweißvorgangs freigegeben wird.
Dadurch soll eine Oxidation verhindert und eine gute Abkühlung der geschweißten Oberfläche und der Elektrode ermöglicht werden.
Bei WIG Schweißgeräten besteht die Möglichkeit, ein Fußpedal als Fersteuerung anzuschließen. Dadruch kann die Arbeit deutlich erleichtert werden.
Ausgedrückt in Hz, beschreibt sie, wie oft pro Sekunde der Austausch zwischen Primär- und Sekundärstrom stattfindet.
Die Impulsdauer wird in Prozent angegeben. Sie beschreibt den Anteil der Zeit, in der der Sekundärstrom verbleibt.
Relevant für das Schweißen von Aluminium mit Wechselstrom (AC). Die AC-Balance wird in Prozent angegeben. Bestimmt das zeitliche Verhältnis zwischen der positiven und der negativen Welle. Eine Verringerung der Balance führt zu einer höheren Ätztiefe, eine Erhöhung verbessert den Reinigungseffekt.
Relevant für das Schweißen von Aluminium mit Wechselstrom (AC). Die AC-Frequenz wird in Hertz angegeben und kann zwischen 10 und 200 Hertz eingestellt werden. Eine höhere Frequenz bedeutet engere Schweißnähte und eine kleinere Wärmeeinflusszone. Eine niedrigere Frequenz entspricht breiteren Nähten und einer größeren Wärmeeinflusszone.
Der Abzug muss gedrückt bleiben, um den Schweißvorgang fortzusetzen. Wenn Sie den Abzug loslassen, wird der Schweißvorgang beendet.
Der Abzug muss nicht gedrückt bleiben, um den Schweißvorgang fortzusetzen. Drücken aktiviet den Schweißvorgang, erneutes Drücken beendet den Schweißvorgang.
Mehr Informationen zum WIG-Schweissen finden Sie in unseren Blogs zu den Themen Alu schweißen mit WIG Schweißgeräten und Wolframelektroden.
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore

Aluminium kann mit den Verfahren MIG, WIG und CMT geschweißt werden. Was wir jedoch empfehlen, ist die Schweißart MIG oder WIG AC/DC. In jedem Fall: für Alu schweißen benötigt man Wechselstrom (AC).
Bei Schutzgas Schweißverfahren entweicht das Schutzgas und schützt den Lichtbogen und die Schweißnaht, ohne eine Verbindung mit dem Aluminium zu bilden. Dadurch wird das Aluminium nicht verformt und bleibt vor dem in der Umgebung vorhandenen Sauerstoff geschützt.
Beim WIG-Schweißen von Aluminium sollten Sie Wechselstrom(AC) und einen geeigneten Schweißzusatz verwenden. Schweißgeräte mit einer modernen Inverter-Stromquelle sind besonders gut geeignet.
Um die durch den Schweißprozess entstehende runde Form zu vermeiden, empfehlen wir Ihnen, die Wolframelektrode stets anzuspitzen und sie immer mit spitzem Ende zu verwenden. In unserem Online-Shop finden Sie Wolframelektroden auf Lager. Hierbei können Sie Universal-Wolframelektroden verwenden (z.B. gold) oder Sie wählen grüne Wolframelektroden, für ein besonders gutes Schweißergebnis beim Alu schweißen.
Wenn Sie Aluminium schweißen, müssen Sie darauf achten, dass das Werkstück vor und nach dem Schweißen sorgfältig vorbereitet wird. Wenn Sie das Werkstück für das Schweißen vorbereiten, müssen Sie es zunächst gründlich reinigen. Sie können das Material z. B. mit einem Heißluftgebläse erhitzen, um Farbe und Schmutz zu entfernen. Sie können eine Drahtbürste aus rostfreiem Stahl für die Reinigung verwenden.
Um das Material vorzureinigen, können Sie es auch mit Edelstahlkugeln sandstrahlen, um die Oberfläche zu verdichten. In der letzten Phase der Vorbereitung verwenden Sie Aceton und reinigen den zu schweißenden Bereich mit einem einfachen Tuch.
Das Schweißen von Aluminium ist ein schwieriges Schweißverfahren, da es den Nachteil hat, ein weiches Material zu sein. Das weiche Material kann eine starke Warmverformung verursachen, d. h. das Werkstück kann sich schnell verformen.
Der Vorteil beim Schweißen von Aluminium besteht darin, dass Aluminium im Vergleich zu Stahl ein sehr leichtes Material ist und eine hohe Festigkeit aufweist. Ein weiterer Vorteil ist, dass Aluminium sehr haltbar und witterungsbeständig ist.
Ins Deutsche übersetzt von Ulla Werner aus dem Französischen von Barbara Coglitore

Zuerst ein paar Fakten zum Elektrodenschweißen (oder auch Lichbogenschweißen). Beim Elektrodenschweißen (bzw. Lichtbogenhandschweißen), schweißen Sie mit Hilfe von Elektrodenhalter und Stabelektroden.
Das Verfahren wird auch kurz: E Hand, E Handschweißen oder E Schweißen genannt.
Es gilt als das einfachste Schweißverfahren, da Benutzer es ohne viel Aufwand, Vorbereitung und Wissen anwenden kann.
Beim Elektrodenschweißen verwenden Sie ein Elektroden Schweißgerät, oder ein Schweißgerät mit Elektrodenschweiß-Funktion.
Um den Schweißvorgang zu starten wird zuerst das Elektrodenschweißgerät auf die gewünschten Ampere eingestellt. Danach wird eine Stabelektrode in den Elektrodenhalter geklemmt und an das Werkstück geführt. Durch Berührung kommt es zur Zündung. Die Stabelektrode brennt ab und eine Schweißnaht entsteht.
Die Stabelektroden haben eine Umhüllung, die beim Schweißen Gase und Schlacke freisetzt. Beides schützt das Schweißbad vor der Oxidation. Daher wird kein Schutzgas benötigt, im Gegenteil zum WIG oder MIG/MAG Schweißen.
Die Gase, die beim Schweißvorgang freigesetzt werden, sollten Sie nicht direkt einatmen. Daher ist eine gute Belüftung notwending. Noch besser ist ein Arbeitsplatz im Freien.

Fülldraht Schweißen ist vor allem für Anfänger und für Arbeiten, die schnell erledigt werden sollen, sehr gut geeignet. Ohne Erfahrung, aber mit ein bisschen Übung lassen sich gute Schweißergebnisse erzielen. Beim Fülldraht Schweißen wird kein Gas eingesetzt. Das Verfahren ist vielseitig einsetzbar und verschweißt Dünnbleche ab 0,8mm bis 4mm Dicke.
Wichtig ist die Verwendung von „No Gas Fülldraht“. Nur mit diesem Draht kann ohne Gas geschweißt werden. Herkömmlicher Schweißdraht (z.B. Stahldraht) benötigt Schutzgas. „No Gas Fülldraht“ ist ein spezieller Draht, der unter Hitzeeinfluss Schutzgas entwickelt.
Wir haben für Sie beispielhaft die Stromstärke passend zur Stärke des Bleches aufgeführt. Bitte achten Sie darauf, dass Sie die Parameter aufeinander abstimmen und Ihre Einstellungen an einem Testblech ausprobieren. Die Angaben sind nur beispielhafte Richtwerte und stellen nicht sicher, dass Sie beim Schweißen gute Ergebnisse erzielen. Es müssen immer Feineinstellungen gemacht werden. Betrachten Sie hierfür: Material, Materialstärke, Materialbeschaffenheit und Umwelteinflüsse.
| Blech (Stahl) Stärke in mm | Stromstärke in Ampere |
| 0,8 | 30 |
| 1 | 50 |
| 2 | 90 |
| 3 | 125 |
| 4 | 140 |
Beim Fülldrahtschweißen bis 180A empfehlen wir einen Drahtdurchmesser von 0,8mm.
Nicht jedes MIG Schweißgerät kann automatisch auch No Gas schweißen. Auf dem Markt werden Geräte verkauft, die sich nicht umpolen lassen und damit nicht in der Lage sind Fülldraht ohne Gas zu schweißen.
Alle VECTOR WELDING MIG/MAG Schweißgeräte sind mit Hilfe eines angebrachten Kabels an der Frontseite ganz einfach von (+) auf (–) Pol umstellbar. Das heißt, alle VECTOR WELDING MIG MAG Schweißgeräte können Fülldraht schweißen ohne Gas!
Für No Gas-Schweißen das Massekabel an den (+) Pol und das Kabel in der Mitte des Gerätes (Umpolung für Schweißbrenner) an den (-) Pol anschließen.

Für Schweißen mit Gas das Massekabel an den (-) Pol und das Kabel in der Mitte des Gerätes (Umpolung für Schweißbrenner) an den (+) Pol anschließen.

Ausnahme bietet die MIG145, dieses Schweißgerät ist ein reines Fülldraht Schweißgerät ohne Gas!
